



Un vecchio How To pubblicato sul Forum di Armi e che volevo mettere a disposizione dei Modder più estremima pò esse utile pure pe li pezzi della Moto

Prima di tutto volevo spiegare brevemente in cosa consiste una "Anodizzazione", termine che deriva da "Anodo" o Polo Positivo, infatti per l'anodizzazine si utilizza la corrente fornita per i nostri scopi da un buon alimentatore da 12 volt 10 amp Max ( variabili a seconda della dim della superfice)
L'anodizzazione è un trattamento elettrochimico con il quale viene depositato sull'anodo un sottile strato di ossido del metallo in elettrolisi. Al termine del processo, si effettua la sigillatura delle porosità tramite idratazione dello strato più esterno e con questa operazione il pezzo o i pezzi trattati assumono una finitura superficiale più brillante. È possibile deporre sulle parti da trattare anche pigmenti colorati, quello che serve a noi appunto
ovviamente se si adottano delle particolari attenzioni, questo processo può essere riprodotto anche in casa, per pezzi di piccole dimensioni, ma vediamo cosa ci occorre per poterci brunire che sò un particolare oggetto del case o una staffa o altro, ricordo che il processo descritto qui, è valido per il solo alluminio, per altri metalli si osservano altri procedimenti
Prodotti Chimici
Soda Caustica NaOH
Acido Nitrico HNO3
Acido Solforico H2SO4
Acqua Distillata H2O*
Solfato di Nikel HNO3
Trielina
Borace
InkJet Nero o colorato Inchiostro per stampanti
Barrette di Alluminio o Piombo servono per il processo di Anodizzazione
*preferibile all'acqua di rubinetto, in quanto priva di elementi che potrebbero depositarsi sul pezzo e compromettere il lavoro
Attrezzatura
4 Vaschette di Vetro Pirex di misura adeguata al lavoro
1 Vascha in polietilene (di misura adeguata a contenere la Vaschetta del processo di Anodizzazione)
Pozzetto con acqua corrente
Un vecchio contenitore in metallo io mi sono procurato una vecchia teglia per fare la pasta al forno di circa 6 cm di altezza
Basetta autocostruita in alluminio che servirà per sorreggere i pezzi in anodizzazione
Due Coccodrilli
Prima di inziare, ricordo che si debbono usare guanti resistenti agli acidi (colore blu) e degli occhiali e mascherina antinfortunistica, tornerebbe utile compiere le operazioni che descriverò, in ambiente aperto o ben areato, notevole attenzione deve essere posta nel maneggiare i "componenti chimici"
Preparate per tempo una soluzione di Borace che tornerà utile in caso di contatto con i componenti chimici utilizzati nelle varie fasi
Non mi assumo ovviamente nessuna responsabilità per Danni a "Persone o Cose" dovute ad una "incorretta" esecuzione del processo descritto, o alla mancata "applicazione" dei consigli relativi al maneggio del pezzo e dei componenti chimici necessari per effettuarlo
FASE 1
La pulizia del pezzo deve essere fatta in maniera accurata, si procede prima con una pulizia effettuata con dello scotchbrite o Tela smeriglio fina, quindi il pezzo viene sgrassato con della trielina ( Decappaggio Meccanico)
Avvertenza Dopo questa prima fase il pezzo non DEVE più essere toccato con le mani per evitare di renderlo "grasso"
FASE 2
Si procede ora nel Decappare il pezzo immergendolo in una soluzione di Soda Caustica e Acqua Distillata, mantenendo la proporzione di 150 Gr per ogni Litro di acqua,.tenendo il pezzo a bagno con una basetta precendentemente costruita o una U di alluminio, per circa 5/7 minuti , trascorso questo tempo, il pezzo deve essere risciacquato sotto acqua corrente, per eliminare le tracce della soluzione Decappante
FASE 3
Il pezzo di alluminio una volta finito il lavaggio con soda, presenterà una colorazione Grigio Scura, nessun problema, basta immergero in una soluzione di Acido Nitrico e acqua, mantenendo il rapporto di 100 Gr per ogni litro, il tempo di immersione sarà quello sufficiente a rimuovere tutto il colore dal pezzo, finita questa operazione si deve Lavare il pezzo sotto acqua corrente, per eliminare tutti i residui di Acido nitrico presenti
FASE 4
Passiamo ora alla fase vera e propria del'anodizzazione, si dovrà immergere il pezzo , in una soluzione di Acido Cloridico e acqua distillata preparata precedentemente, su di una basetta autocostruita, in alternativa tenerlo cono del Filo di ACCIAIO non di altri metalli che pregiudicherebbero il risultato finale ( Ottone Rame Ferro ) facendo in modo che una parte della Basetta o del Filo di Acciaio spunti di fuori dalla Soluzione.
ATTENZIONE
Versare LENTAMENTE l'acido Cloridico nell'Acqua e non VICEVERSA
nella vaschetta avremo preventivamente immerso e fissato alle pareti con i due coccodrilli anche le barrette di alluminio (preferibile) o piombo che Formeranno il Catodo e le andremo a collegare al polo Negativo del nostro alimentatore, mentre il polo Positivo o Anodo verra collegato al pezzo da Anodizzare tramite la basetta o il Filo di acciaio
Durante questa Fase, dalla vasca in pirex si svilupperanno Vapori Nocivi di Acido Solforico, e si svilupperà anche un intenso Calore, Ecco l'utilità della Vaschetta + Grande , dove metteremo del ghiaccio e immergeremo la vasca di Vetro durante il processo
ALIMENTATORE
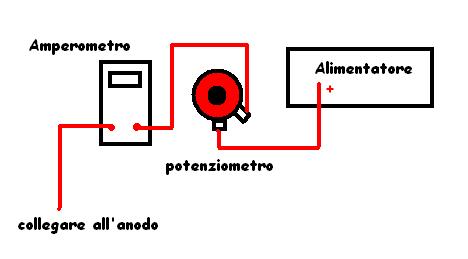
Come spiegavo all'inizio, il risultato finale dipende dal deposito di "Ossido" sul pezzo, qui gioca un ruolo importante l'intensità della corrente che si applica (Ampere) 1 Ampere è sufficente per pezzi con un'area da Anodizzare di 1 dmq, quindi calcolare bene gli ampere da fornire al processo, per chi non ha un Alimentatore con la Regolazione degli Ampere, metto uno schema abbastanza semplice, si tratta semplicemente di mettere in serie al Polo Positivo un Potenziometro Ceramico da 100 OHM e un TESTER regolato sulla Funzione Amperometro
per calcolare i Watt del Potenziometro Tenete a mente questa semplice formula
Watt = Volt x Ampere
esempio: se serviranno 3 ampere a 12 volt per anodizzare il pezzo, il potenziometro sarà bene sceglierlo da 50 Watt ( occhio che scotta se si tocca)
Avvertenza
Un Amperaggio troppo Basso restituirà una superficie che avrà difficoltà ad assorbire il colore durante la fase di pigmentazione
Un Amperaggio troppo alto provocherà il surriscaldamento della soluzione nella vasca, e del rivestimento poroso che provocherebbe un "rigetto" del colore in fase di "Pigmentazione"
fatene tesoro :wink:
Bene siamo pronti, abbiamo collegato tutto, e iniziamo a fornire corrente al processo, Regoliamo la corrente inizialmente a 6 volt, e lasciamo agire per circa 3 minuti, poi aumentiamo il voltaggio portandolo a 12 Volt, e lasciamo agire per circa 40/50 minuti, l'intensita ( Amp ) deve essere sempre quella necessaria per la superfice trattata ( se si usa il potenziometro e tester, controllare spesso e correggere)
se tutto è stato fatto in maniera corretta, trascorso il tempo preventivato, il nostro pezzo dovrebbe presentarsi Ossidato, e pronto per le fasi successive di colorazione
Evitando di Toccarlo con le mani, Laviamolo a fondo, eliminando tutte le Tracce dei Residui Acidi del processo, e Lasciamolo asciugare all'aria
COLORAZIONE
Iniziamo il procedimento di Colorazione vero e proprio, alcuni, consigliano di Usare l'inchiostro per le Stampanti, che possiede un potere di Pigmentazione elevato, fate molta attenzione perche è difficile da rimuovere, se cade su vestiti o mobili per ottenere i vari colori misceleremo insieme i colori di base ( Viola = Rosso + Blu ), in alternativa possono essere utilizzati COLORANTI INDANTRENICI comunemente usati per tingere le Stoffe, preferibile utilizzare quelli che non contengono il fissativo già mescolato al colore, in caso di fissativo contenuto nella confezione, eviteremo il fissaggio con il Solfato di Nikel
FASE 5
Prepariamo nel contenitore di metallo il colorante , aggiungendo all' Inkjet o al colore per stoffa (per questo la consistenza deve essere "cremosa") un pò di acqua e portiamo il composto in "ebollizione", lasciamo raffreddare ad una temperatura di circa 80° e immergiamo il pezzo nel contenitore per un tempo approssimativo di 5 minuti
FASE 6
Utilizziamo la quarta vasca in pirex per immergere il pezzo colorato per circa 15 minuti, in una soluzione Bollente di solfato di nikel e acqua, in proporzione di 50 Gr per un litro di Acqua , questo ultimo trattamento Fisserà il colore nei pori del metallo
dopo quest'ultima fase, il pezzo è pronto, provvediamo al suo lavaggio con acqua corrente, per eliminare completamente le tracce di solfato di nikel, e lasciamolo asciugare all'aria, quando è completamente asciutto, una piccola spruzzatina di Olio WD 40 renderà la superfice del pezzo lucida e gradevole alla vista ok
IMPORTANTE
per lo smaltimento dei Residui di Lavorazione, vi esorto ad non utilizzare il Water, o gli scarichi di casa, ma di compiere la seguente operazione
Legate i componenti chimici utilizzati a del Gesso in polvere, e ad Essicazzione avvenuta, trasportate il tutto, in una Discarica autorizzata o in una isola Ecologica, dove verranno smaltiti in maniera adeguata
fonti
http://www.airgunforum.net/agf/index...ST&f=16&t=4500
http://freepages.pavilion.net/users/...ll/anodise.htm
ringrazio inoltre il Forum IngegneriConLePalle per il supporto
Discaimer
il presente articolo, non può essere linkato su altri forum , o parzialmente copiato , senza una autorizzazione da parte mia, o dello staff di Customairguns
Come già detto in Precedenza:
Non mi assumo ovviamente nessuna responsabilità per Danni a "Persone o Cose" dovute ad una "incorretta" esecuzione del processo descritto, o alla mancata "applicazione" dei consigli relativi al maneggio del pezzo e dei componenti chimici necessari per effettuarlo, per i minorenni è consigliabile la supervisione di un Adulto
SI RACCOMANDA ATTENZIONE E SI CONSIGLIA DI UTILIZZARE GUANTI E MASCHERINA, DURANTE IL LAVORO
Buon Lavoro
wasky ©




 Rispondi quotando
Rispondi quotando